



















قسم لحام الحافة. اختبار حول هذا الموضوع: حواف القطع للحام
§ 28. تحضير المعدن للحام
تحضير السطح المعدني للحام. عند تحضير أجزاء اللحام ، يتعرض المعدن الوارد لاستقامة أو تمييز أو تنقيط أو تقطيع أو تحضير حواف اللحام أو الانحناء البارد أو الساخن.
المعدن محكوم إما يدويا أو على بكرات الشفرة المختلفة. يتم إجراء الاستقامة اليدوي على ألواح عادية من الحديد الزهر أو الصلب مع ضربات مطرقة ثقيلة أو بمساعدة مكبس برغي يدوي. تم تثبيت زاوية الفولاذ على الأسطوانات الصحيحة (المكابس) ، والحزم I وقضبان القناة - على محرك الأقراص أو المطابع الصحيحة اليدوية.
وضع العلامات والحذف هما عبارة عن عمليات تحدد تكوين الجزء المستقبلي. يستخدم القطع الميكانيكي لقطع الصفائح المستقيمة ، وأحيانًا للقطع المنحني للصفائح باستخدام المقصات الدوارة مع السكاكين الدائرية لهذا الغرض. يتم قطع الفولاذ الكربوني عن طريق قطع الغاز بالأكسجين وقوس البلازما. هذه الطرق يمكن أن تكون يدوية وآلية. يمكن استخدام قطع تدفق الغاز أو قطع البلازما لقطع الفولاذ والمعادن غير الحديدية.
قبل اللحام ، يجب تنظيف المعادن الأساسية ومواد الحشو تمامًا من الصدأ والزيت والرطوبة والمقياس والعديد من الشوائب غير المعدنية. وجود هذه الملوثات يؤدي إلى تكوين اللحامات المسام ، الشقوق ، شوائب الخبث ، مما يؤدي إلى انخفاض في قوة وكثافة المفصل الملحوم.
إعداد حواف لحام. تشتمل عناصر هندسة إعداد حواف اللحام (الشكل 25) على زاوية حواف القطع α ، وحواف التبييض S ، وطول الميل المائل للورقة إذا كان هناك اختلاف في سماكة المعدن ، وحواف الإزاحة بالنسبة إلى بعضها الآخر b ، والفجوة بين الحواف المرتبطة a.
التين. 25. عناصر الشكل الهندسي لإعداد حواف اللحام (أ) واللحام (ب):
- عرض التماس ، h - ارتفاع التماس ، K - الساق للتماس
- عرض التماس ، h - ارتفاع التماس ، K - الساق للتماس
يتم تنفيذ زاوية الأخدود بسماكة معدنية تزيد عن 3 مم ، نظرًا لأن غيابها (أخدود الحافة) يمكن أن يؤدي إلى عدم حدوث اختراق على المقطع العرضي للمفصل الملحوم ، بالإضافة إلى ارتفاع درجة الحرارة والإفراط في حرق المعدن ؛ في حالة عدم وجود حواف القطع لضمان اللحام ، ينبغي أن يزيد اللحام الكهربائي مقدار تيار اللحام.
يتيح لك Edging لحام طبقات منفصلة من قسم صغير ، مما يحسن هيكل المفصل الملحوم ويقلل من حدوث ضغوط وسلالات اللحام.
تسمح الفجوة ، المثبتة بشكل صحيح قبل اللحام ، بالاختراق الكامل لقسم المفصل عند تطبيق الطبقة الأولى (الجذر) من التماس ، إذا تم تحديد وضع اللحام المناسب.
يتم تنظيم طول شطبة الورقة عن طريق الانتقال السلس من جزء ملحوم سميك إلى جزء أرق ، يتم التخلص من مركزات الإجهاد في الهياكل الملحومة.
يتم تنفيذ عملية تصديق الحواف لضمان عملية لحام مستقرة عند إجراء الطبقة الجذرية للتماس. يسهم نقص التصدع في تكوين الاحتراق أثناء اللحام.
إن إزاحة الحواف يؤدي إلى تشوهات وضغوط لحام إضافية ، مما يؤدي إلى تدهور خصائص قوة المفصل الملحوم. يخضع إزاحة الحافة إما لمعايير الدولة أو للمواصفات الفنية. بالإضافة إلى ذلك ، لا يسمح إزاحة الحواف بالحصول على متجانسة التماس لحام عبر قسم من الحواف الملحومة.
GOST 5264-80 تنص على بعقب المفاصل أشكال الحواف المعدة الموضحة في الشكل. 26؛ إلى المفاصل الزاوية - في التين. 27؛ تي المصدات - في التين. 28 ولفة - في التين. 29.
التين. 26. شكل حواف المعدة للحام للمفاصل بعقب.
التين. 27. شكل حواف المعدة للحام للمفاصل الزاوية
التين. 28. شكل حواف اللحام المعدة للمفاصل T
التين. 29. شكل الحواف المعدة للحام للمفاصل المتداخلة
يتم إجراء إعداد حافة اللحام على أدوات الآلات - تحول (معالجة نهايات الأنابيب) ، والطحن ، والتخطيط - معالجة الصفائح ، وما إلى ذلك ، وكذلك استخدام القطع الحرارية. صفائح وأنابيب مصنوعة من الكربون الصلب، تتم معالجتها عن طريق قطع الغاز والأكسجين. يمكن أن يعمل الأسيتيلين والبروبان وغاز أفران الكوك وما إلى ذلك كغازات قابلة للاحتراق ، وكذلك المعادن غير الحديدية فولاذ مقاوم للصدأ معالجتها بواسطة قطع البلازما.
قبل اللحام على الهياكل ذات الأهمية الخاصة ، تتم معالجة نهايات الأنابيب أو الألواح بعد قطع وقود أوكسي بطريقة إضافية بالوسائل الميكانيكية ؛ يتم ذلك من أجل تجنب أي شوائب في المعدن.
متطلبات التجميع الأجزاء المعدنية قبل اللحام. قابل للتطبيق معدات لحام التجميع يجب أن توفر الوصول إلى أماكن تثبيت الأجزاء والمسامير ، إلى مقابض تثبيت الأجهزة ، وكذلك إلى أماكن اللحام. يجب أن تكون هذه الأجهزة قوية ومتينة بما يكفي لضمان تثبيت الأجزاء بدقة في الموضع المرغوب ولمنع تشوهها أثناء عملية اللحام. بالإضافة إلى ذلك ، يجب أن توفر أجهزة لحام التجميع الإجراء الأكثر فائدة للتجميع واللحام: يتم استخدام أقل عدد من المنعطفات عند استخدام اللحامات. حرية الوصول للتحقق من أبعاد المنتجات وإزالتها بسهولة بعد الإنتاج ؛ أعمال تجميع السلامة.
يجب ألا تعوق أي عملية تجميع العملية التالية. يجب فحص الأجزاء المزودة إلى التجميع بعناية ؛ كلها تخضع للتحقق أبعاد هندسية التفاصيل والشكل المعد للحواف للحام.
جمعية هياكل ملحومةوكقاعدة عامة ، يتم تنفيذه إما عن طريق وضع علامات أو بمساعدة القوالب أو التوقفات أو المشابك أو الأجهزة الخاصة - الموصلات التي تسهل عمليات التجميع. يتم إعداد وتجميع منتجات اللحام وفقًا للقواعد الإلزامية الأساسية التالية:
يجب أن يكون توحيد الحواف والفجوات الموجودة بينهما متناسقًا على طول الطول ؛
يجب تجفيف حواف العناصر المراد لحامها والمساحات المجاورة بعرض 25-30 مم من نهاية الحواف ، وإزالتها بعد القطع ، والزيت ، والصدأ والملوثات الأخرى ؛
يجب إجراء تنفيذ لتجنب التشوهات أقطاب عالية الجودة بعد فاصل لا يزيد عن 500 مم ويبلغ طول الكفة المفردة 50-80 مم ؛
لضمان التكوين الطبيعي والعالي الجودة للتماس ، تحتاج إلى الاستيلاء على الشرائط في بداية المنتج وفي نهايته.
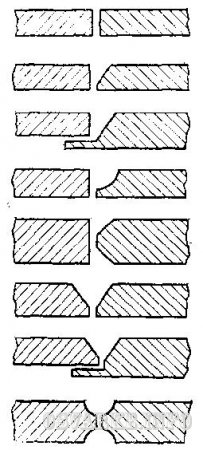
يتم إعداد الحواف المعدنية للحام لضمان اختراق كامل للمعدن طوال سماكته وللحصول على: وصلة لحام جيدة النوعية.
يتم عرض أنواع مختلفة من إعداد حافة المعادن للحام بعقب في FIG. 49. حواف المخروط مصنوعة من المعدن بسمك يزيد عن 5 مم. يتم تحديد زاوية شطبة من 70-90 درجة على أساس إمكانية الوصول الحر إلى الجزء العلوي من التماس واللحام.
يمكن إجراء حواف شطبة بطرق مختلفة. الأقسى والأقل إنتاجية منها هو قطع الحواف بإزميل يدوي أو هوائي. مع هذه الطريقة ، تكون حواف الحواف غير متساوية. يتم الحصول على الحواف الأكثر سلاسة ونظيفة عند صنعها على آلات خاصة للطحن أو الطحن. يعد استخدام قطع الأكسجين ، يدويًا أو ميكانيكيًا ، لربط الحواف هو الأكثر اقتصادا. يجب إزالة الخبث والمقياس المتبقي بعد قطع الأكسجين بإزميل وفرشاة من الصلب.
يجب إيلاء اهتمام كبير لتنظيف الحواف ، لأن السطح الملوث للحواف المعدنية يؤدي إلى ضعف الاختراق وتشكيل شوائب غير معدنية في اللحام. لذلك ، قبل اللحام ، يجب تنظيف الحواف ، وكذلك المناطق المجاورة لكل حافة ، بعرض 20-30 مم ، إلى بريق معدني من النطاق والصدأ والزيت والطلاء والملوثات الأخرى. يمكن إزالة الترسبات والطلاء والزيت مباشرة بواسطة شعلة شعلة اللحام. في الوقت نفسه ، يتخلف المقياس عن المعدن ، ويحترق الزيت والطلاء. بعد التسخين بواسطة لهب يتم تنظيف السطح بفرشاة من الصلب.
عند تجميع أجزاء اللحام ، من الضروري التأكد من أن الحواف موضوعة بشكل صحيح بالنسبة إلى أخرى ، وأن يتم الحفاظ على الخلوصات الثابتة ، وليس هناك تشوهات ، إلخ.
من أجل عدم تغيير الثغرات وموضع الأجزاء أثناء عملية اللحام ، يتم إجراء معالجة أولية للأجزاء قبل اللحام ، أي أن الأجزاء المراد لحامها متصلة ببعضها في عدة أماكن ذات طبقات قصيرة. يتم اختيار طول المسامير والمسافة بينهما اعتمادًا على سمك المعدن الذي يتم لحامه وطول التماس. عند اللحام معدنية رقيقة وطبقات قصيرة لا يمكن أن يزيد طول المسند عن 5 مم. عند اللحام بالمعادن السميكة وأطوال اللحام الكبيرة ، يمكن أن يتراوح طول الخلع بين 20 و 30 مم مع المسافة بينهما من 300-500 مم. يجب أن تتم عملية التجهيز في نفس ظروف اللحام التي يحدثها اللحام نفسه ، بحيث يتم اللحام بعناية في منطقة الخلع. في حالة أجزاء اللحام ذات السماكة الكبيرة ، يمكن أن تملأ التكس الأخدود بنحو 2/3 من عمقها.
تعتبر عملية التطرق مهمة ، خاصة عند اللحامات الطويلة.
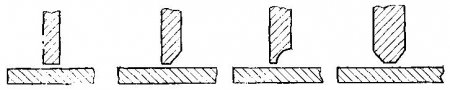
في الشكل 7 يبين أهم الأنواع. المفاصل الملحومةتستخدم عندما اللحام اليدوي قضيب القطب.
التين. 7. أنواع الوصلات الملحومة طبقًا لـ DIN EN 29692-ISO 9692
في بعقب مشترك في نطاق سمك الطبقة العليا ، يجب إجراء تحضير جذر التماس من الجانب الخلفي. يوصى بهذا لمنع حدوث عيوب وفي جميع حالات اللحام لطبقات اللحام ولحام على الوجهين لدرزات على شكل حرف X ونسب مزدوجة على شكل حرف Y في النطاق العلوي من سمك الصفائح. في طبقات على شكل V ويمكن كسر طبقات مرحلة الجهد العالي من الجذر إلى حد ما ، وارتفاع التصدع التماس على شكل Y يعتمد على القوة الحالية المستخدمة. U- غرز والثنائي طبقات على شكل حرف U لأسباب اقتصادية ، يتم استخدامها في المقام الأول عند لحام الألواح السميكة ، نظرًا لصغر فتحة الفتح ، يكون حجم ملء التماس أصغر من ذي الشكل V ، على شكل Y ، على شكل X ومزدوج المفاصل على شكل Y-. في اللحامات فيليه يجب أن تكون الفجوة بين الحواف صغيرة بقدر الإمكان حتى لا تتمكن الخبث من الدخول إليها. هذا ينطبق في المقام الأول على المفاصل على شكل حرف T ، والمفاصل في اللفة واللحامات فيليه.
تحضير حواف مفصلية ملحومة
قطع حواف ملحومة أنت غير محسوب و سبائك الصلب منخفضة يتم إنتاجه ، كقاعدة عامة ، مع مشاعل قطع الغاز الذاتية. يمكن قطع الفولاذ والمعادن العالية الخاضعة للحام يدوي باستخدام طائرة بلازما. مطلوب إزالة فيلم أكسيد الذي يحدث أثناء القطع الحرارية ، كقاعدة عامة ، فقط في حالات استثنائية. إذا كانت هناك متطلبات خاصة للالتزام بالتفاوتات الصغيرة ، يوصى باستخدام الحواف الميكانيكية. هذا ينطبق بشكل خاص على طبقات محيطية. غالبًا ما تستخدم التقنيات الحديثة للقطع باستخدام إلكترون أو شعاع ليزر في الإنتاج الميكانيكي وهي بالأحرى استثناء في اللحام اليدوي باستخدام قطب كهربائي.
معلومات عامة عن خطوط أنابيب اللحام
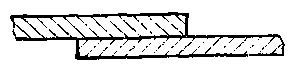
عند تركيب خطوط الأنابيب ، المفاصل الملحومة بين الأنابيب في خط الأنابيب يمكن أن تكون محورية ، ثابتة وأفقية ، كما هو مبين في الشكل أدناه. قبل التجميع واللحام ، يجب مراقبة العوامل التالية: توفر شهادة للأنابيب ، وعدم وجود إهليلجية في قطر الأنبوب ، وعدم وجود اختلاف في السماكة. لا تزيد القيمة المسموح بها للفرق عن 10٪ من سمك الجدار ، ولكن لا تزيد عن 3 مم. من الضروري أيضًا الانتباه إلى محتوى مختلف العناصر الكيميائية في تكوين الأنابيب وتحديد ما إذا كانت هذه القيم تفي بالمتطلبات المحددة في معايير هذه الأنابيب.
يمكن إجراء أعمال لحام خط الأنابيب عند درجة حرارة الهواء المحيط التي لا تقل عن -20 درجة مئوية. إذا كانت درجة الحرارة منخفضة ، يبدأ المعدن المنصهر بامتصاص الغازات المختلفة (الأكسجين والهيدروجين بشكل أساسي). نتيجة لذلك ، يتم تشكيل المسام وغيرها. كل هذا يقلل بشكل كبير الخواص الميكانيكية أنابيب ويقلل من أدائها.
من الضروري أيضًا مراعاة حقيقة أن الأنابيب الموجودة في المعدن. لذلك ، يجب لحام الأنابيب التي تحتوي على عناصر صناعة السبائك في درجة حرارة لا تقل عن -10 درجة مئوية بسبب حقيقة أن هذه الأنابيب عرضة للحام. في بعض الأحيان تمتد هذه الشقوق إلى ما وراء اللحام.
إعداد أنابيب لحام
تنظيف وصلات الأنابيب
ينصح تنظيف الأنابيب الملحومة على النحو التالي. يتم تنظيف آثار الزيوت والدهانات والورنيش والطلاءات العضوية الأخرى بالبنزين أو بمذيب خاص. يمكن تنظيف الحواف من الأوساخ والصدأ باستخدام فرش فولاذية أو عجلات كاشطة.
حواف قطع الأنابيب للحام
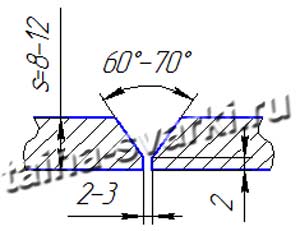 عند تحضير وصلات الأنابيب للحام ، يجب فحص المؤشرات التالية: تعميم نهاية الأنبوب على محورها الطولي. يجب أن تكون الزاوية الكلية للكشف عن المفصل 60-70 درجة. حجم التصدع 2-2.5 مم. يمكن إزالة الشرفات من نهايات الأنابيب عن طريق التشغيل الميكانيكي ، أو قطع الغاز ، أو الطرق الأخرى التي تسمح لك بالحصول على الشكل والحجم وجودة السطح المطلوبة للحواف. يظهر مخطط حواف القطع على اليمين:
عند تحضير وصلات الأنابيب للحام ، يجب فحص المؤشرات التالية: تعميم نهاية الأنبوب على محورها الطولي. يجب أن تكون الزاوية الكلية للكشف عن المفصل 60-70 درجة. حجم التصدع 2-2.5 مم. يمكن إزالة الشرفات من نهايات الأنابيب عن طريق التشغيل الميكانيكي ، أو قطع الغاز ، أو الطرق الأخرى التي تسمح لك بالحصول على الشكل والحجم وجودة السطح المطلوبة للحواف. يظهر مخطط حواف القطع على اليمين:تجميع أنابيب لحام
عند تجميع مفاصل الأنابيب ، من الضروري محاذاة حوافها بحيث تتزامن أسطح مفاصل كلا الأنابيب ، ولا يتم تبديل محور خط الأنابيب. يجب أن تكون الفجوة بين الحواف ضمن 2-3 مم ويجب أن تكون موحدة على القطر بأكمله.
يمكن إجراء التجميع والتوسيط يدويًا ، ولكن الجوانب السلبية لهذه العملية هي أنها شاقة وليست قادرة على توفير دقة عالية. لتجميع الأنابيب في الإنتاج التي يستخدمونها المركزية. لمحاذاة مفاصل أنابيب الجذع ذات القطر الكبير ، يتم استخدام الأجزاء المركزية الداخلية ، والتي تتيح توسيط الأنابيب على القطر الداخلي.
تتيح الأجزاء المركزية الخارجية توسيط الأنابيب على القطر الخارجي وبنائها أبسط من التركيبات المركزية الداخلية. ولكن مع وجود اختلاف كبير في سمك الأنابيب أو بمرونة كبيرة للأنابيب ، من الصعب توفيرها بمساعدة مركز خارجي.
بعد تجميع الأنابيب التي يصل قطرها إلى 300 مم ، يتم تثبيت الوصلات بالمسامير ، بطول 50-80 مم في 4 أماكن. عندما تكون أنابيب اللحام التي يزيد قطرها عن 300 مم ، يتم توزيع المسامير بالتساوي حول محيطها ، وتكون المسافة الموصى بها بين المسامير 250-400 مم.
تعتبر المسامير جزءًا لا يتجزأ من اللحام ويجب أن يتم تنفيذها بواسطة نفس عمال اللحام ، والذين يقومون لاحقًا بلحام مفصل خط الأنابيب باستخدام نفس الأقطاب الكهربائية.
عند التجميع مع الأجزاء المركزية الداخلية ، بدلاً من التطرق ، من الأفضل إجراء اللحام المستمر لجذر التماس. خاصة إذا كانت درجة الحرارة المحيطة منخفضة. تسمح هذه التقنية بتقليل الضغوط الداخلية وتقليل خطر حدوث تشققات التبريد في منطقة اللحام والمنطقة المتأثرة بالحرارة.
فيديو: أنبوب قطع الغاز مع لحام الشطب
بعض ميزات تركيب خطوط الأنابيب
عند تثبيت خطوط الأنابيب ، من الأفضل اللحام بأكبر عدد من مفاصلها في وضع الدوران. في حالة تساوي سماكة جدار الأنبوب 12 مم ، يتم اللحام في ثلاث طبقات. تخلق الطبقة الأولى اختراقًا في جذر التماس وتوفر اندماجًا جيدًا للحواف.
لإجراء اختراق محلي ، من الضروري أن يشكل المعدن اللحام خطًا خيطيًا ضيقًا ، بارتفاع 1-1.5 ملم ، وموزعًا بشكل موحد حول المحيط داخل الأنبوب.
لضمان اختراق دون ترهل ودغ ، يتم إعطاء القطب حركة ترددية ، مع تأخير طفيف في القطب فوق حمام المعدن المنصهر ، وتذبذبات عرضية صغيرة بين الحواف وتشكيل فتحة صغيرة في الجزء العلوي من زاوية حافة شطبة. يتكون الثقب عن طريق ذوبان المعدن الأساسي. القوس الكهربائي. قطر الفتحة يساوي الفجوة بين المفاصل ، أو يتجاوزها بما لا يزيد عن 2 مم.
قطع الجدار
حافة - إعطاء الحواف المراد لحامها بالشكل المطلوب.
يتم تنفيذ لحام الحافة لضمان:
لحام في جميع أنحاء سمك العناصر الملحومة.
أداة لحام الوصول إلى جذر التماس.
وفقا لشكل الأخدود للحام ، هناك مفاصل ملحومة بدون أخدود ، مشفه ومخيط. بالإضافة إلى ذلك ، يتم تقسيم المفاصل الملحومة بالحافة إلى مفاصل ملحومة ذات حافة واحدة من حواف واحد أو حدين (نعل أحادي الجانب لواحد أو اثنين من الحواف) ووصلات ملحومة ذات حافة مائلة واحدة من حواف أو حدين (قطع ذو جانبين لواحد أو حواف).
عند اختيار شكل الأخدود ، يجب أن يؤخذ في الاعتبار أن الأكثر اقتصادا هو لحام دون حواف شطبة. في حالة حواف القطع أكثر بساطة في التنفيذ مقارنة بالشكل U ، تكون حواف القطع ذات الحواف المائلة المستقيمة (على شكل V ، K ، X). بالمقارنة مع قطع الحواف أحادية الجانب ، ثنائية الجانب على شكل حرف X و X أكثر تكنولوجية. ومع ذلك ، يمكن تنفيذ الثنائي على شكل K و X مع إمكانية الوصول إلى أداة اللحام على جانبي المنتج.
العناصر الهيكلية لشكل قطع الحواف.
تعتمد العناصر الهيكلية لشكل قطع الحافة على ميزات التصميم للعناصر المراد لحامها ، وكذلك على قطر مادة القطب (يجب أن توفر أبعاد قطع الحافة إمكانية وصول القطب الكهربائي أو سلك اللحام إلى جذر التماس).
يتميز شكل حواف الأخدود بالعناصر الهيكلية الرئيسية التالية: الفجوة b ، c المائلة ، زاوية المائل β وزاوية حواف الأخدود α.
زاوية شطبة β.
حافة المائل - قطع مستقيم من الحافة لتكون ملحومة.
زاوية شطبة الحافة - زاوية حادة بين مستوى شطبة الحافة وطائرة الوجه.
زاوية شطبة β يتراوح بين 30 ± 5 إلى 10 ± 5 درجات. عند قطع حافة واحدة ، يمكن أن تكون الزاوية المائلة 45 درجة.
زاوية شطبة - الزاوية بين الحواف المشطوفة للأجزاء الملحومة. زاوية الشحذ α = 2 β. يتم تنفيذ زاوية الحز لضمان وصول القطب إلى قاعدة التماس.
حافة بلادة - يتم تقطيع جزء من الوجه النهائي للحافة. الغرض من التصديق هو ضمان التكوين الصحيح للحام ولمنع الاحتراق من جذر اللحام. حافة الحافة C عادة 2 مم ± 1 مم. في بعض الأحيان ، نظرًا لميزات تصميم المفصل الملحوم ، قد يتم اعتبار قيمة التقليل صفرية (C = 0). في هذه الحالة ، من الضروري توفير التدابير التكنولوجية التي تستبعد حدوث الاحتراق (اللحام على البطانة ، اللحام على وسادة التمويه ، وضع التماس اللحام ، استخدام وصلة قفل).
تخليص - أقصر مسافة بين حواف الأجزاء المجمعة للحام. الفجوة ب عادة ما تكون مساوية 1.0 - 3 مم ، حيث أن وجود فجوة في الزوايا المقبولة للحواف ضروري لاختراق جذر التماس ، ولكن في بعض الحالات ، مع وجود تكنولوجيا معينة ، قد تكون الفجوة بين صفر أو 8-10 مم أو أكثر. إذا كانت الفجوة b = 0 ، فإن اللحام الذي يتم إجراؤه يسمى اللحام غير الفجوة ، إذا كانت b = 0 هي اللحام بفجوة (أو على طول الفجوة).
0 التعليقات:
إرسال تعليق